Lancement de la première formation en soudage laser
Une expertise terrain développée par SICO SERVICES en partenariat avec COSPHI LASER.
Formation complète
Approche pratique
Orienté industrie

Le soudage laser : précision, performance et maîtrise
Aujourd’hui, le soudage laser s’impose comme une technologie incontournable dans l’industrie. En effet, ce procédé est plus rapide et plus précis que les méthodes traditionnelles, tout en générant nettement moins de déformations. Toutefois, sa réussite repose sur une maîtrise fine des paramètres et des matériaux.
C’est précisément pour répondre à ce besoin que SICO SERVICES, en partenariat avec COSPHI LASER, lance une formation soudage laser industriel complète et orientée terrain.
Une formation orientée pratique et maîtrise du procédé
- Compréhension du bain de fusion
- Influence puissance, vitesse, énergie
- Identification des défauts visuels
- Réalisation de différents joints
- Maintenance et bonnes pratiques
80 %
de la qualité
se joue avant
de souder
POURQUOI LE SOUDAGE LASER CHANGE LA DONNE
Le procédé laser repose sur une énergie extrêmement concentrée, ce qui permet de créer un bain de fusion très localisé avec un refroidissement rapide. Concrètement, on obtient :
- cordons très fins,
- zone affectée thermiquement (ZAT) réduite,
- très faibles déformations,
- vitesses de soudage élevées.

Contrairement au TIG, le laser demande une préparation plus exigeante. En revanche, il offre une précision et une productivité nettement supérieures.
CAS CONCRET Nᵒ 1
Soudage bout à bout inox 304L (3 mm)
Soudage bord à bord sans préparation — épaisseur 3 mm
Le rôle critique du gaz envers
Lors d’un soudage bout à bout, la racine du cordon est exposée à l’air ambiant.
Sans protection :
- oxydation immédiate du bain de fusion ;
- dégradation des propriétés mécaniques ;
- contamination du cordon.
Le gaz envers permet donc de :
- protéger la racine du cordon ;
- éviter le rochage de l’inox ;
- garantir la continuité de matière.
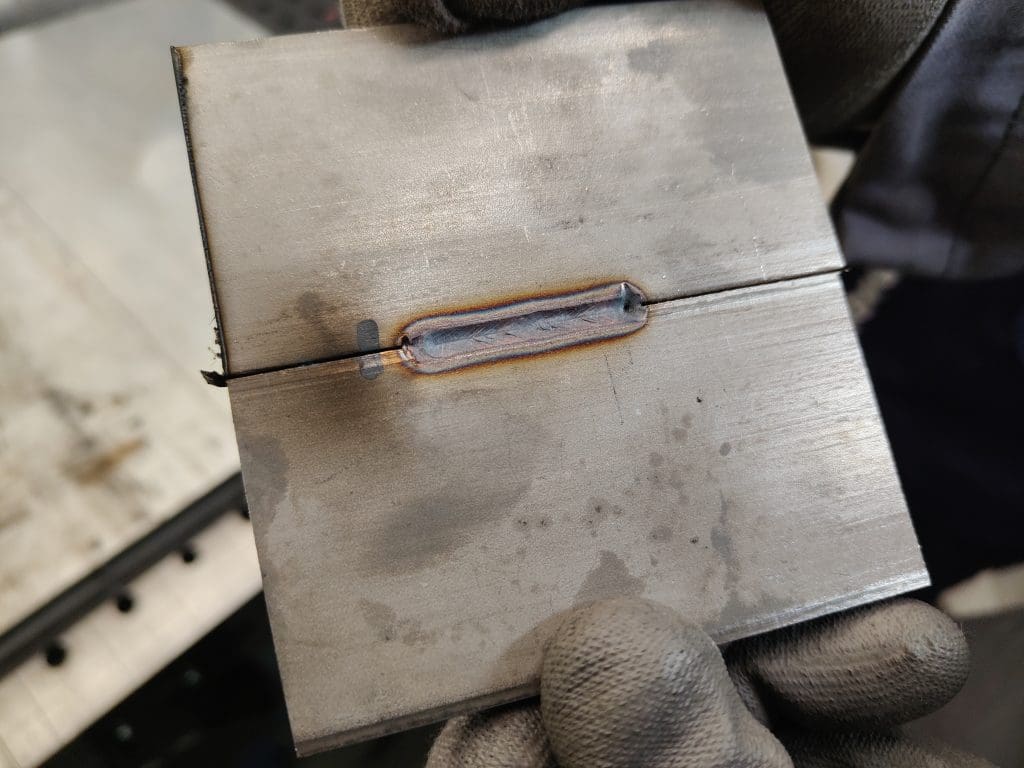

Résultat de l’essai
✓ Soudure réussie ✓ Propre
✓ Bain stable ✓ Face et racine nettes
À RETENIR
En soudage laser inox, l’absence de gaz envers est l’une des causes principales de non-conformité.
CAS CONCRET Nᵒ 2
Aluminium : comprendre les limites du procédé
L’aluminium est un matériau exigeant : réflectivité, conductivité, couche d’alumine.
1 – SANS PRÉPARATION

Soudage en angle (PB), aucune préparation, alumine présente.
- Soudure fragile
- Rupture facile au marteau
- Porosités dès que la chaleur augmente
2 – AVEC DÉCAPAGE LASER PULSÉ

Surface décapée au laser pulsé avant soudage.
- Cordon sain
- Absence de porosités
- Pliage à 180° sans rupture
Conclusion. Le décapage laser joue un rôle déterminant dans la réussite du soudage aluminium. Il lève un verrou technologique majeur lié à la couche d’oxyde.
Une formation pensée pour les industriels
Soudeurs
Techniciens méthodes
Responsables de production
Entreprises laser
Comprendre les phénomènes physiques, éviter les erreurs courantes, gagner en autonomie et sécuriser ses procédés.
Passez au soudage laser maîtrisé.
Formation en conditions réelles, accompagnement expert, résultats concrets.